
- אז איזו מכונה מתאימה לריתוך צינורות?
- HAMER MULTIARC-250 אבולוציה
- הציוד והכלים הדרושים
- 4 מסגרת רגולטורית לריתוך קת
- יצרנים של מכונות ריתוך אלקטרופוזיציה ידניות
- איזה ציוד קיים?
- יחידת ריתוך מכנית
- מכונת ריתוך ידנית (ברזל)
- מוזרויות
- סוגים
- קריטריונים לבחירת כלי ריתוך
- 5 ELITECH SPT 800
- יצרני מכונות ריתוך לצינורות פוליפרופילן, סקירה קצרה של דגמים.
- שיטת ריתוך קת
- סוגי מכשירים
- מדריך ל
- מֵכָנִי
- הידראולי
- ציוד אלקטרופוזיציה
- איך בוחרים את המכשיר המתאים?
- מכשיר ידני
- מֵכָנִי
- מסקנות וסרטון שימושי בנושא
אז איזו מכונה מתאימה לריתוך צינורות?
לסיכום, הנה רשימה של דרישות לציוד ריתוך צינורות:
- מצבי ריתוך: MIG/MAG; MMA TIG
- זרם ריתוך: בטווח שבין 20 ל-250 A (MMA); 20 עד 250 A (MIG); 20 עד 200 (TIG);
- קוטר חוט: 0.6 עד 1.2 מ"מ;
- קוטר האלקטרודה: עד 1.5 עד 5 מ"מ;
- מתח: 220V/380V;
- יעילות: 70-90%;
- משקל: 15-20 ק"ג.
דרישות אלו מתקיימות במלואן על ידי מכונת הריתוך HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 אבולוציה
-
- זרם ריתוך 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- סוג ריתוך MMA/CUT/TIG;
- מתח 220 וולט/ 50 הרץ;
- משך טעינה עבור מצב MMA 250 A / 35%; 118.5 A/100%;
- משך טעינה עבור מצב CUT 60 A/35%; 29.6A/100%;
- משך טעינה עבור מצב TIG 200 A/35%; 118.5 A/100%;
- יעילות 85%;
- משקל 15 ק"ג;
- מתאים לפעולה עם מתח רשת לא יציב (מוסכים, חוות, אזורים כפריים וכו')
HAMER MULTIARC-250 Evolution היא מכונת ריתוך רב תכליתית הפועלת במצבי MMA, TIG, CUT. השילוב של מספר מצבים מרחיב באופן משמעותי את רשימת תהליכי הריתוך, ומאפשר לך לעבוד עם סוגים שונים של מתכות. זה הופך את HAMER MULTIARC-250 Evolution לעוזר הכרחי בייצור, במיוחד עבור תיקוני ריתוך, הכנה להתקנה והתקנה של צינורות.
קבל 90 רובל במתנה!

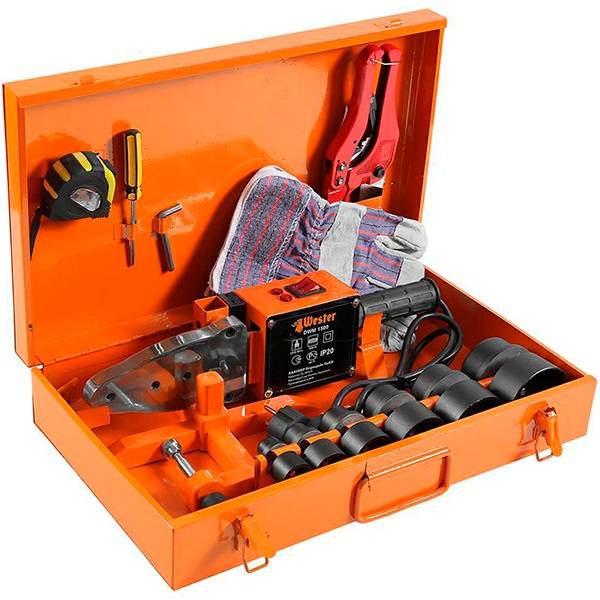
הציוד והכלים הדרושים
לריתוך צינורות פלסטיק, נוח להשתמש במלחמים בצורת חרב עם חרירים נשלפים. גוף החימום לריתוך צינורות הוא פלטפורמה שטוחה הנקראת ברזל, יש לה חורים לחיבור חרירי חימום.
מכונת הריתוך לריתוך צינורות פלסטיק חייבת להיות בעלת בקר טמפרטורה, נורית חיווי חימום. בנוסף לציוד ריתוך, יש צורך בכלים לחיתוך ריקים ולהסרת שכבת נייר הכסף. חותכים מוצרים מגולגלים מפלסטיק בכל דרך נוחה:
- חותך צינורות, בדומה לחותכי תיל;
- מספריים למתכת;
- מסור עם להב צר.
קבצים חתוכים עדינים או נייר זכוכית משמשים לניקוי חתכים, הסרת רפיון. כדי לחתוך אלמנטים בצנרת לפני הריתוך, עליך להכין סרגל, ריבוע, טוש או טוש.
4 מסגרת רגולטורית לריתוך קת
כפי שניתן לראות, עד לאחרונה ברוסיה היה בלבול ניכר עם טכנולוגיית ריתוך תחת, שכן מספר מסמכים רגולטוריים עדכניים נתנו פרשנות משלהם לכך, ולכן רוב הרתכים העדיפו לסמוך על טכנולוגיית ה-DVS הגרמנית הדקה. והדרישות לציוד ריתוך קת ברוסיה לא הוגדרו בשום תקן בכלל.
מאז תחילת 2013, שני מסמכים רגולטוריים נכנסו לתוקף בפדרציה הרוסית בבת אחת:
- GOST R 55276 - לטכנולוגיה של ריתוך קת של צינורות PE במהלך התקנת צינורות מים וגז, בהתבסס על תרגום התקן הבינלאומי ISO 21307;
- GOST R ISO 12176-1 - לציוד ריתוך קת, מבוסס על תרגום התקן הבינלאומי ISO 12176-1.
האימוץ של GOST לציוד היה בהחלט שימושי. למרבה הצער, זה לא אומר שהציוד המיובא ברמה נמוכה ביותר נושב מיד. אבל, בכל מקרה, כמה יצרני ציוד רוסים נאלצים כעת לעבוד על איכות, והצרכן קיבל רמז להערכת איכות הציוד שנרכש.
GOST על הטכנולוגיה של ריתוך קת הביאה סדר יחסי. בכל מקרה, זה הוביל לאחידות הטכנולוגיה של ריתוך קת של צינורות PE בשטח הפדרציה הרוסית. אבל הבעיות נשארו.
חָשׁוּב! GOST R 55276, יחד עם מצב הריתוך המסורתי בלחץ נמוך (בדומה ל-DVS 2207-1 ולתקנים הרוסיים הישנים), איפשרו את מצב הריתוך בלחץ גבוה עבור צינורות פוליאתילן, אשר שימש בעבר רק בארה"ב. מצב זה מטיל דרישות מוגברות על הציוד, אך הוא יכול להפחית משמעותית את זמן מחזור הריתוך.
חָשׁוּב! GOST R 55276 כמעט ולא מתאים לשימוש ישיר באתר בנייה, מכיוון שהוא מתמקד לא ברתך, אלא במפתח של תרשים טכנולוגי לריתוך צינורות פוליאתילן. חָשׁוּב! GOST R 55276 לא פתר את בעיית המגבלות מהן סבלו התקנים הרוסיים הישנים ועד היום סובלים כל התקנים הזרים
ראשית, טווח טמפרטורת האוויר המותר הוא בין +5 ל +45 מעלות צלזיוס, בעוד שחלק עצום משטחה של הפדרציה הרוסית נאלץ להתחיל לרתך כאשר הביצות קופאות. שנית, עובי הדופן המרבי של הצינורות הוא 70 מ"מ, בעוד שעובי הדופן של הצינורות שיוצרו בפועל עלה מזמן על 90 מ"מ. ושלישית, חומר הצינור הוא רק פוליאתילן מסורתי בלחץ נמוך (HDPE) עם קצב זרימת נמס של לפחות 0.2 גרם/10 דקות (ב-190/5), בעוד שדרגות לא זורמות של פוליאתילן שימשו זה מכבר לייצור של צינורות בקוטר גדול לחץ בינוני עם MFI מתחת ל-0.1 גרם/10 דקות (ב-190/5). עבור תנאים מחוץ לגבולות המוכחים של טמפרטורת האוויר ועובי הדופן, חלק מהיצרנים חישבו את הטכנולוגיה לריתוך צינורות פוליאתילן על ידי אקסטראפולציה של התקנות הנוכחיות, אך טכנולוגיה תיאורטית זו טרם אומתה על ידי בדיקות ארוכות טווח. עבור ציונים לא זורם של פוליאתילן, אין טכנולוגיה לריתוך צינורות, אפילו בתיאוריה. כתוצאה מכך, כ-80% מכלל הריתוך מתבצע ברוסיה בתנאים החורגים מהמגבלות של טכנולוגיה מוכחת!
חָשׁוּב! GOST R 55276 לא פתר את בעיית המגבלות מהן סבלו התקנים הרוסיים הישנים ועד היום סובלים כל התקנים הזרים.ראשית, טווח טמפרטורת האוויר המותר הוא בין +5 ל +45 מעלות צלזיוס, בעוד שחלק עצום משטחה של הפדרציה הרוסית נאלץ להתחיל לרתך כאשר הביצות קופאות
שנית, עובי הדופן המרבי של הצינורות הוא 70 מ"מ, בעוד שעובי הדופן של הצינורות שיוצרו בפועל עלה מזמן על 90 מ"מ. ושלישית, חומר הצינור הוא רק פוליאתילן מסורתי בלחץ נמוך (HDPE) עם קצב זרימת נמס של לפחות 0.2 גרם/10 דקות (ב-190/5), בעוד שדרגות לא זורמות של פוליאתילן שימשו זה מכבר לייצור של צינורות בקוטר גדול לחץ בינוני עם MFI מתחת ל-0.1 גרם/10 דקות (ב-190/5). עבור תנאים מחוץ לגבולות המוכחים של טמפרטורת האוויר ועובי הדופן, חלק מהיצרנים חישבו את הטכנולוגיה לריתוך צינורות פוליאתילן על ידי אקסטראפולציה של התקנות הנוכחיות, אך טכנולוגיה תיאורטית זו טרם אומתה על ידי בדיקות ארוכות טווח. עבור ציונים לא זורם של פוליאתילן, אין טכנולוגיה לריתוך צינורות, אפילו בתיאוריה. כתוצאה מכך, כ-80% מכלל הריתוך מתבצע ברוסיה בתנאים החורגים מהמגבלות של טכנולוגיה מוכחת!









קודם
2
מַסלוּל.
יצרנים של מכונות ריתוך אלקטרופוזיציה ידניות
בשוק הריתוך מכונות הלחמה צינורות HDPE הם המוצרים המבוקשים ביותר של היצרנים הבאים:
- רוטנברגר. חברה זו נוסדה בגרמניה בשנת 1949. במהלך השנים האחרונות, הצליחה החברה להגיע להצלחה גדולה מאוד, והפכה לאחת היצרניות המובילות של מכונות ריתוך. מוצרים המיוצרים תחת המותג רוטנברגר בולטים באיכות הגבוהה ביותר האפשרית וברמת האמינות הגבוהה ביותר.
- ריטמו. חברת Ritmo האיטלקית נוסדה ב-1979.כיום היא שייכת לקטגוריית החברות המובילות העוסקות בעיבוד פולימרים ומוצרי פולימרים. בפעילותה, ריטמו עומדת כל העת בסטנדרטים המודרניים והמחמירים ביותר. עסקי החברה ברמה גבוהה מאוד, וכך ניתן לומר על המוצרים - מוצרי ריטמו בולטים במגוון, ורסטיליות ואיכות גבוהה ביותר.
- DYTRON. על רקע אנלוגים ישנים יותר, נראה שהמוצרים של חברת DYTRON הצ'כית, שנוסדה ב-1992, לא איכותיים מספיק - עם זה הכל בסדר. מגוון המוצרים רחב בצורה יוצאת דופן - החברה מייצרת גם ציוד ידני וגם אוטומטי המאפשר לחבר צינורות HDPE. בנוסף, טווחי הדגמים מתרחבים ומשלימים כל הזמן, כך שמציאת ציוד טוב בדוכנים של המותג הזה לא תהיה בעיה. ראוי גם לציין את התאימות של המכשירים ששוחררו לדרישות המודרניות ביותר.
סיכום
בעת בחירת מכשיר להלחמת צינורות HDPE, יש צורך לבנות על הדרישות עקב מצב מסוים. בחירה נכונה של ציוד תאפשר לכם ליצור חיבור אמין והדוק שיכול להחזיק מעמד לאורך זמן כמו צינורות מוצקים.
איזה ציוד קיים?
על פי התכנון שלה, מכונת הריתוך היא מכשיר שבו קטעי צינור מחוממים, ובכך מאפשרים לקבל חיבור קבוע. אין צורך להסביר שהציוד המשמש לריתוך צינורות פלסטיק יהיה בעיצוב שונה מהמכונה לריתוך צינורות מתכת.
עד היום, ב ישנם שני סוגים של מכשירים זמינים בשוק המשמשים לריתוך צינורות פוליפרופילן:
- מנגנון מכני לריתוך;
- מכונת ריתוך ידנית.
כדאי לחשוב על השימוש הראשון במקרים בהם יש צורך לשלב את המפרקים, לעשות מאמץ רב לכך, או שהתעוררה המשימה של התקנת צינורות בקוטר גדול למדי.
מכונת ריתוך צנרת פלסטיק ידנית תהיה הבחירה הטובה ביותר כאשר מתוכנן להרכיב את הצנרת לבד ומתוכנן להשתמש בצינורות הנבדלים בקוטר שלהם לעבודה.
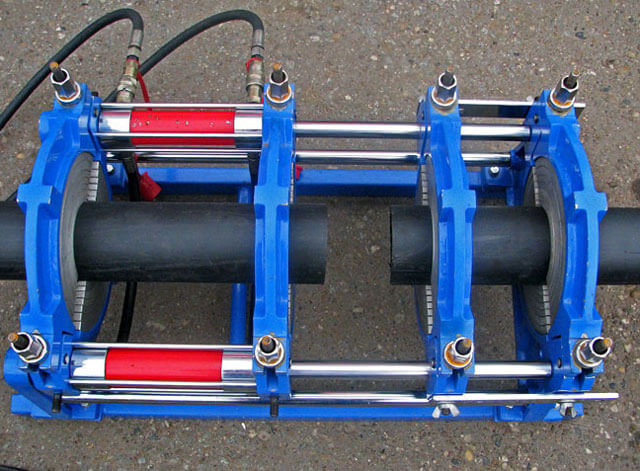
יחידת ריתוך מכנית
 מבחינת עיצוב, מנגנון מכני לריתוך צינורות עשוי פוליפרופילן עשוי בצורה של מסגרת תמיכה, שעליה יש יחידת מכשירים ויחידה הידראולית. בצד שמאל וימין יש אחיזות שלכל אחת מהן זוג חצאי טבעות. האחיזים מופרדים על ידי תוספות כדי לסייע באיזון הלחץ והמרכז. מבחינת הקוטר הפנימי שלהם, הם אינם שונים מהצינורות שאיתם עובדים.
מבחינת עיצוב, מנגנון מכני לריתוך צינורות עשוי פוליפרופילן עשוי בצורה של מסגרת תמיכה, שעליה יש יחידת מכשירים ויחידה הידראולית. בצד שמאל וימין יש אחיזות שלכל אחת מהן זוג חצאי טבעות. האחיזים מופרדים על ידי תוספות כדי לסייע באיזון הלחץ והמרכז. מבחינת הקוטר הפנימי שלהם, הם אינם שונים מהצינורות שאיתם עובדים.
בעיצוב המכשיר קיים גוזם חשמלי שמטרתו העיקרית היא ליישר את קצוות הצינורות. מכשיר זה הינו דיסק מסתובב המצויד בסכינים דו צדדיות, אשר יש לו גם מנגנון נעילה להבטחת פעולה בטוחה. גוף החימום העיקרי הפועל הוא דיסק פלדה עם ציפוי נון-סטיק המכיל בתוכו גופי חימום. העיצוב של דגמים רבים של מכשירים כאלה מכיל לעתים קרובות בקרי טמפרטורה וחיישני בקרת טמפרטורה.
מכונת ריתוך ידנית (ברזל)
בהתחשב בכך שספק אם הצרכן הרגיל יקבל את המשימה של התקנת רשתות ארוכות, הוא לא צריך לקנות מכשיר ריתוך מגושם.
רוב הצרכנים משתמשים בדרך כלל במכשיר כמו מגהץ לריתוך כדי להרכיב צינורות. אם אנו מעריכים אותו לפי העיצוב והתכונות שלו בפעולה, אז מבחינה זו הוא שונה מעט ממכשיר ביתי מסורתי. מבין התכונות שלו, ניתן להבחין רק בעיצוב שונה.
האלמנטים העיקריים של העיצוב שלו הם צלחת חימום, תרמוסטט וידית ארגונומית. אם אתה מסתכל היטב, אתה יכול למצוא שני חורים בצלחת החימום, אשר נחוצים עבור הצמדת אלמנטים ריתוך זוגיים שונים בקוטר שלהם. הם נבדלים, קודם כל, בנוכחות של ציפוי טפלון, שבזכותו הפלסטיק אינו נצמד למשטח חם.
מוזרויות
בעת בחירת מכונה לריתוך צינורות מבית PE, אתה צריך להבין בבירור איזה סוג של עבודה ייעשה איתה. התכונות של הציוד הרצוי יהיו תלויות במידה רבה בשיטת הריתוך שבה אתה מתכנן להשתמש לרוב.
ישנן ארבע שיטות עיקריות להלחמת מוצרי פוליאתילן.
- ריתוך קת - שיטה זו היא הנפוצה ביותר, והיא מבוססת על חיבור קצוות צינורות מחוממים זה לזה או לאביזרים באמצעות מראת ריתוך מיוחדת. חיבור קת מאפשרת לקבל חיבור איכותי למדי במחיר סביר של ציוד, אך השיטה אינה מתאימה לחיבור מוצרים בעובי דופן של פחות מ-4.5 מ"מ.השימוש בריתוך קת מצריך ניקוי יסודי של המשטחים לחיבור, דיוק מירבי בגיזום מוצרים והפעלת לחץ נכון על הצינורות במהלך חיבורם.
- עגינה של צינורות לשקע (או שיטת צימוד) היא שיטה אמינה, אך פחות נפוצה ויקרה יותר המבוססת על חיבור מוצרים באמצעות צימוד מיוחד. ישנן גם אפשרויות לחיבור שני צינורות בקטרים שונים ישירות זה לזה. שיטה זו אינה משמשת להנחת צינורות הממוקמים בחוץ.
- ריתוך אלקטרופוזי (או תרמיסטור) של צינורות - שיטה זו דומה לחיבור לשקע, אך הצימוד המשמש בה מכיל גוף חימום מתכתי, התורם לחימום אחיד יותר של המוצרים המחוברים והצימוד החשמלי. לכל מצמד חשמלי יש ברקוד מיוחד המקודד את פרמטרי הזרם החשמלי הנחוצים למצמד זה, ולכן מכשירים מסוג זה מצוידים לרוב בסורק ברקוד. שיטת התרמיסטור אמינה אפילו יותר (ויקרה יותר) משיטת הצימוד, ולכן היא משמשת בעיקר במקרים בהם יש צורך לספק חיבור יציב מאוד (למשל, בהנחת צינורות באזורים של רעידות אדמה תכופות). שיטה זו משמשת לחיבור צינורות בקוטר של 20 מ"מ ומעלה עם כל עובי דופן, והדרישות לדיוק החזקת פרמטרים טכנולוגיים בה נמוכות בהרבה מאשר בהלחמת קת.
- ריתוך אקסטרוזיה היא שיטה הדומה לריתוך חשמלי, בה פוליאתילן מחומם מוזן דרך אקסטרודר מיוחד לאזור הריתוך ויוצר חיבור בין הצינורות.חוזק החיבור המתקבל לרוב אינו עולה על 80% מחוזק הפוליאתילן, ולכן שיטת האקסטרוזיה משמשת לרוב בעיקר לחיבור צינורות עם מוצרי פלסטיק אחרים והתקנת צינורות בקוטר 630 מ"מ ומעלה במקומות שאינם סבירים. להיות נתון לעומסים גבוהים.


סוגים
כל מכשירי ריתוך הפוליאתילן מורכבים מארבעה מודולים עיקריים - גנרטור (בדרך כלל פועל על עיקרון של מהפך עם שנאי או ספק כוח מיתוג), מודול בקרת כוח, מודול בקרת טמפרטורה ויחידה טכנולוגית שבה תהליך החיבור עצמו מתרחש. כל אחת מארבע שיטות הריתוך שנדונו לעיל מבוצעת באמצעות הכלי המתאים.











ניתן לחלק את המכונות הקיימות לכל אחת מ-4 השיטות ל-3 קטגוריות לפי מידת האוטומציה.

מכשירים חצי אוטומטיים מחולקים לפי סוג הכונן המשמש למכני והידראולי. במכשירים עם הנעה מכנית, הכוח הדרוש למרכז והחזקת הצינורות במהלך תהליך הריתוך נוצר בעזרת המפעיל, ולכן הם משמשים רק כאשר עובדים עם צינורות בקוטר של פחות מ-160 מ"מ. ההנעה ההידראולית אינה מצריכה הפעלת כוח מהמפעיל ומשמשת לריתוך מוצרים בכל קוטר, לרבות אלה הגדולים מ-160 מ"מ.


מאפיין חשוב נוסף של מכונת הריתוך הוא קוטר הצינורות שהיא יכולה לחבר, מכיוון שהגדלים הסטנדרטיים של צינורות PE הם בטווח שבין 16 ל-1600 מ"מ. למשל, לאינסטלציה בדירות משתמשים בדרך כלל בצינורות בקוטר של 20 עד 32 מ"מ, אך לצורך התקנת צינורות ראשיים כבר ייתכן שיהיה צורך במכשיר המסוגל להלחים צינורות בקוטר 90/315 מ"מ ומעלה.
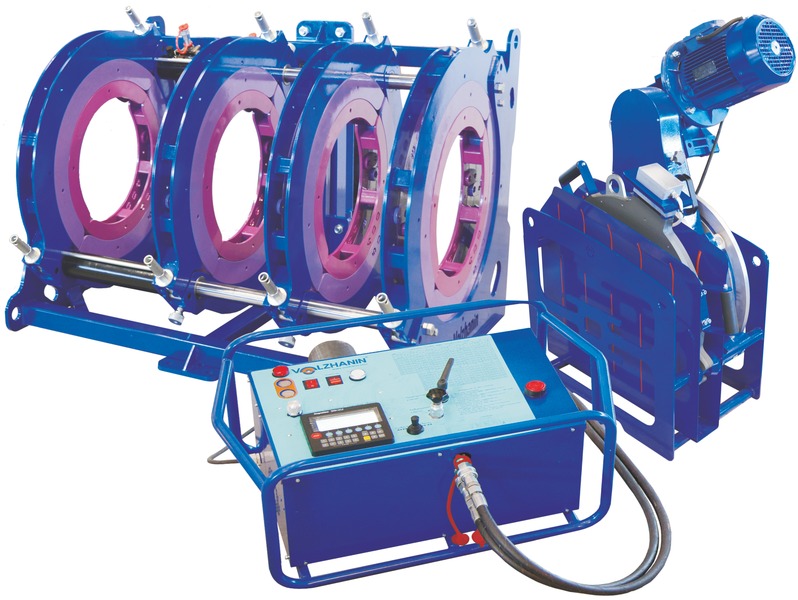
נכון לעכשיו, המכשירים הפופולריים ביותר הם Georg Fischer (שוויץ), רוטנברגר (גרמניה), Advance Welding (בריטניה), Eurostandard, Technodue ו-Ritmo (איטליה), Dytron (צ'כיה), KamiTech ו- Nowatech (פולין). ישנם גם יצרנים רוסים של מכשירים לריתוך פוליאתילן, למשל, מפעל Volzhanin, המייצר ציוד למוצרי הלחמת תחת בקוטר של 40 עד 1600 מ"מ והתקני אלקטרופוזיה המסוגלים לחבר צינורות בקוטר של עד 1200 מ"מ.
קריטריונים לבחירת כלי ריתוך
כאשר מחליטים על הנושא עם המעמד המועדף של ציוד ריתוך, יש צורך קודם כל לשים לב להיקף העבודה המתוכננת. כאן יש חשיבות רבה לפרמטרים הבאים:
- מגוון קוטרי הצינור לעבוד איתם.
- צריכת חשמל.
- מחיר המכשיר.
ראוי לציין כי קיים קשר ברור בין הפרמטרים הללו. אז, עם עלייה בקוטר החיצוני של הצינור, יש צורך לשקול מודלים עם כוח גבוה יותר. מקובל בדרך כלל כי מחוון הכוח, שיחידתו היא וואט, צריך להיות פי 10 מהקוטר, מחושב במילימטרים. במילים אחרות, אם הוא אמור לרתך צינורות בקוטר חיצוני של 30 מ"מ, אז אתה יכול להגביל את עצמך לדגם שדירוג ההספק שלו הוא 300 וואט. ראוי לציין שהנתונים שניתנו אינם סופיים ומדויקים, ולכן מותרות כאן טעויות בטווח של 30%.
לכן, אם לדגם של ציוד ריתוך יש צריכת חשמל גדולה, אז זה מאפשר לבעלים לרתך צינורות בקוטר גדול יותר.עם זאת, רכישת ציוד כזה תצריך הוצאות גדולות.
5 ELITECH SPT 800

ציוד עשיר מדינה: רוסיה (מיוצר בסין) מחיר ממוצע: 1,638 רובל. דירוג (2019): 4.5









ניתן לראות מלחם תקציבי זה לצינורות פוליפרופילן לא רק בידיים של מתקינים מתחילים, אלא גם בידי אנשי מקצוע. הדגם יכול לעבוד עם 6 גדלי צינורות, מ-20 עד 63 מ"מ. מומחים מציינים חרירים באיכות גבוהה מצופות טפלון. עם עוצמת חימום של 800 וואט, המכשיר יכול לחמם במהירות עד 300 מעלות צלזיוס. המחמם גם מתקרר די מהר. היצרן השלים את המוצר שלו עם 6 חרירים, מעמד, מארז מתכת אמין וסט כלים (מברג, מפתח משושה).
ניתוח ביקורות צרכנים, ישנם מספר יתרונות וחסרונות של המכשיר. מצד אחד, הדגם ראוי לשבחים על עוצמתו, החימום והקירור המהיר, התפרים החלקים, המחיר הנגיש. תלונות מגיעות למעמד הלא נוח, מארז דקיק, ציפוי טפלון באיכות ירודה.
יצרני מכונות ריתוך לצינורות פוליפרופילן, סקירה קצרה של דגמים.
בעת בחירת ציוד כלשהו, אחד הקריטריונים הקובעים הוא המוניטין של היצרן. ולמרות שלא ניתן לכנות מכונות לריתוך ידני של צינורות פוליפרופילן מורכבים מדי ומכשירי היי-טק, יש גם רשויות מסוימות בתחום זה.
אז, "מעצבי טרנדים" בייצור של ציוד כזה נחשבים "רוטנברגר", "ואלפקס", "דיטרון", "BRIMA", "Gerat", "KERN". מכשירי Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort הם לא פחות אמינים ומבוקשים.העיקר שהציוד הנרכש הוא באמת מקורי, לא מזויף, והוא מלווה באחריות יצרן של יצרן.
לסיכום, באופן מסורתי, סקירה קטנה של דגמים פופולריים ורמת המחיר הממוצעת עבורם.
| שם הדגם, איור | תיאור קצר של הדגם | רמת מחיר ממוצעת, לשפשף. (אפריל 2016) |
|---|---|---|
"BRIMA TG-171", גרמניה - סין  | הספק 750 W, קוטר ריתוך - עד 63 מ"מ, תרמוסטט אלקטרומכני, טמפרטורת חימום - עד 300 מעלות צלזיוס. זמן חימום - לא יותר מ-15 דקות. הסט כולל שישה זוגות חרירים מ-20 עד 63 מ"מ. | 3900 |
"ENCOR ASP-800", רוסיה - סין  | הספק 800 W, קוטר ריתוך - עד 63 מ"מ, תרמוסטט אלקטרומכני, טמפרטורת חימום - עד 300 מעלות צלזיוס. מעמד פלטפורמה יציב. הערכה כוללת שישה זוגות חרירים מ-20 עד 63 מ"מ עם ציפוי טפלון. | 2200 |
Elitech SPT 1000, רוסיה - סין  | מכשיר עם גוף חימום גלילי. הספק - 1000 וואט. קוטר ריתוך - מ-16 עד 32 מ"מ. במשלוח כלול סט חרירים (4 קטרים) בציפוי טפלון. צורה ארגונומית של הגוף והידית המאפשרת עבודה במקומות שקשה להגיע אליהם. תרמוסטט אלקטרומכני. | 2700 |
"שטורם TW7219", גרמניה - סין  | דגם הספק גבוה - 1900 W, עם אפשרות להפעיל עוצמה מלאה וחצי (גוף חימום אחד או שניים). שישה זוגות של קצוות מצופים טפלון. קוטר הריתוך המרבי הוא 62 מ"מ. זמן חימום - כ-12 דקות. חבילת משלוחים מורחבת שאינה מצריכה רכישת אביזרים נוספים. | 3300 |
Dytron Polys P-1a, צ'כיה  | ציוד מקצועי באיכות גבוהה. הספק - 650 וואט. מחמם גלילי עם תרמוסטט נימי דיוק גבוה.קוטר ריתוך - עד 32 מ"מ. פטנט של קצוות נעליים מסוג 3 קוטר, מצופות בטפלון כחול איכותי. שש הגדרות טמפרטורה. הגנת התחממות יתר אוטומטית. משקל - 1.3 ק"ג בלבד, מה שמקל על העבודה במקומות שקשה להגיע אליהם. | 11200 בתצורת מינימום - מכשיר, מעמד ושלוש חרירים. |
רוטנברגר ROWELD P 40T, גרמניה  | הספק - 650 וואט. קוטר הריתוך המרבי הוא 40 מ"מ. תנור חימום בצורת חרב עם אפשרות להתקנת שני זוגות של שרוול. הערכה כוללת 4 זוגות חרירים מ-20 עד 40 מ"מ, ציפוי טפלון איכותי. תכונות של מכשיר זה - התרמוסטט המובנה תוכנן במיוחד עבור צינורות פוליפרופילן ומתוכנת לתחזוקה מדויקת של טמפרטורה יציבה של 260 מעלות צלזיוס. מסת המכשיר היא 2.8 ק"ג. | 14500 |
רתך KERN R63E, גרמניה  | דגם בדרגה מקצועית. הספק נמוך יחסית, 800 W, ובמקביל - אפשרות לריתוך צינורות בקוטר של עד 63 מ"מ. שישה זוגות של טיפים מצופים טפלון כלולים. התקנה אלקטרונית ברמת דיוק גבוהה של הטמפרטורה שנקבעה עם בקר המיקרו-מעבד, תצוגה דיגיטלית. | 13500 |
לסיכום - סרטון על מכונת ריתוך נוספת לצינורות פוליפרופילן
שיטת ריתוך קת
שיטה זו מאפשרת לחבר צינורות פוליאתילן עם ריתוך באמצעות ציוד מיוחד לריתוך קת. הריתוך (או ה"מפרק") שווה בחוזק המתיחה לצינור הפוליאתילן עצמו. על ידי ריתוך עם כלי מחומם, מתחברים צינורות PE בקטרים מ-50 מ"מ ועד 1600 מ"מ כולל. מצבי ריתוך טכנולוגיים סטנדרטיים מיועדים לפעולה בטמפרטורת אוויר מ-10°C עד +30°C.אם טמפרטורת האוויר ברחוב חורגת ממרווחי הטמפרטורה הסטנדרטיים, אז יש לבצע ריתוך של צינורות פוליאתילן במקלט כדי לעמוד בפרמטרים טכנולוגיים. ריתוך קת של צינורות HDPE בלחץ מחולק לשני שלבים עיקריים: עבודת הכנה וריתוך עצמו. שלב ההכנה כולל:
- בדיקת הביצועים וההכנה לפעולה של ציוד ריתוך,
- הכנת מקום להצבת ציוד ריתוך,
- בחירת הפרמטרים הדרושים לריתוך,
- תיקון צינורות PE ומרכוז במהדקים של מכונת הריתוך,
- עיבוד מכני של קצוות המשטחים המרותכים של צינורות או חלקים.
בעת הכנת הציוד, נבחרים תוספות ומהדקים המתאימים לקוטר הצינור לריתוך. יש לנקות את משטחי העבודה של התנור והכלי לעיבוד צינורות PE מלכלוך ואבק. תפעול הציוד נבדק במהלך בדיקה ויזואלית של היחידות והרכיבים של מכונת הריתוך, כמו גם במהלך הכללת הבקרה. במכונת הריתוך בודקים את פעולתו החלקה של מהדק הנייד של הרכז ואת פעולת ה-facer. הצבת ציוד ריתוך מתבצעת באתר או בתוואי צינור שהוכן מראש ופונה לאחר אחסון צינורות PE. במידת הצורך, אתר הריתוך מוגן באמצעות סוככים להגנה מפני משקעים, חול ואבק. במזג אוויר רטוב, מומלץ להתקין ציוד ריתוך על מגני עץ. ומומלץ לסגור את הקצה החופשי של צינור הפוליאתילן עם פקקי מלאי כדי למנוע טיוטות בתוך הצינור במהלך הריתוך.
הרכבת צינורות וחלקי HDPE בלחץ מרותכים, לרבות התקנה, מרוכז וקיבוע הקצוות לריתוך, מתבצעת במהדקים של המרכז של מכונת הריתוך. מהדקים של מכונת הריתוך לצינורות PE מהודקים על מנת למנוע החלקה של הצינורות ולבטל, במידת האפשר, סגלגלות בקצוות. בעת ריתוך קת צינורות PE בקוטר גדול, מכיוון שיש להם משקל מת גדול מספיק, ממוקמים תומכים מתחת לקצוות החופשיים כדי ליישר את הצינור ולמנוע מהקצה המרותך של הצינור לנוע. רצף תהליך הריתוך:
- תחילה למדוד את הכוח הדרוש כדי להזיז את המהדק הניתן עם צינור קבוע,
- בין קצוות הצינורות מותקן תנור חימום, מחומם לטמפרטורה הנדרשת,
- בצע את תהליך הזרימה מחדש על ידי לחיצה של קצוות צינורות PE למחמם, יצירת הלחץ הדרוש,
- הקצוות נלחצים במשך זמן מה (על פי טכנולוגיית הריתוך של צינור פוליאתילן זה) עד להופעת קוצים ראשוניים בגובה של 0.5 עד 2.0 מ"מ,
- לאחר הופעת הקוץ הראשוני, הלחץ מופחת ונשמר למשך הזמן הדרוש לחימום קצוות הצינורות,
- לאחר סיום תהליך החימום, המהדק הנייד של הרכז נסוג 5-6 ס"מ לאחור והמחמם מוסר מאזור הריתוך,
- לאחר הסרת המחמם, הביאו את קצוות צינורות הפוליאתילן למגע, תוך יצירת הלחץ הדרוש למשקעים,
- לחץ המשקעים נשמר למשך הזמן הדרוש לקירור המפרק, ולאחר מכן מתבצעת בדיקה ויזואלית של הריתוך שהתקבל מבחינת הגודל והתצורה של הקוץ החיצוני,
- לאחר מכן סמן את הריתוך שהתקבל.
סוגי מכשירים
על פי העיקרון של חיבור חלקים, יחידות ריתוך מחולקות ל-2 סוגים:
- לחיבור אלקטרופוזיציה;
- עבור שקע ותחת.
על פי עקרון הפעולה, כל סוגי הציוד מחולקים לידני ומכני. לכל ציוד ריתוך, ללא קשר לסוג, יש 4 יחידות עיקריות: גנרטור, בקר טמפרטורה, מודול כוח ויחידה טכנולוגית שבה מחברים חלקים. זה האחרון בעל מבנה שונה (תלוי בסוג הריתוך).
מדריך ל
למכונות ריתוך ידניות בגודל קטן יש צורה של צלחת עם טיפים לתיקון הקצוות של חלקי HDPE. כדי לחבר את המשטחים המוכנים, נדרש מאמץ אנושי, ולכן קוטר הצינור לא יעלה על 125 מ"מ. מכשיר ידני נבחר לשימוש ביתי, הוא הכי קל לשלוט בו, יש לו מחיר נמוך.
מֵכָנִי
מכשירים אלו מיועדים למקצוענים. הם כוללים את הדברים הבאים:
- מרכזיר עם טיפים להידוק חלקים;
- חותך קצה עם סכינים מושחזות לעיבוד צינורות;
- גוף חימום (מראה ריתוך);
- מכשיר דחיסה.
הדחיסה של הצינורות המחוברים מסופקת על ידי המכונאי, כך שהקוטר שלהם אינו מוגבל. ריתוך עם מכשיר מונע מכני היא שיטה מתקדמת יותר: זה מקל על עבודת המפעיל והופך את המפרק לאמין יותר.
הידראולי
בציוד הידראולי, הדחיסה של מוצרים מתבצעת על ידי כונן הידראולי. מכשירים כאלה מיועדים לריתוך קת וישנם 3 סוגים:
- מדריך ל. כל הפעולות מתבצעות באופן ידני. מיושמים על ריתוך של צינורות עם לחץ ממוצע ונמוך.
- חצי אוטומטי. עבודה ידנית כוללת רק הנחת צינורות. החיבור מתבצע באופן אוטומטי.
- אוֹטוֹמָטִי.התנועות של כל יחידות היחידה מתחילתו ועד סופו של התהליך נשלטות על ידי מחשב, המפעיל מזין רק את הפרמטרים הדרושים.
מכונות מודרניות עובדות עם דיוק גבוה. הם יכולים לקרוא את המידע הדרוש מהברקוד המודפס על ה-HDPE או על המצמדים החשמליים, בסוף התהליך הם מוציאים פרוטוקול דיווח, מציינים שגיאות.
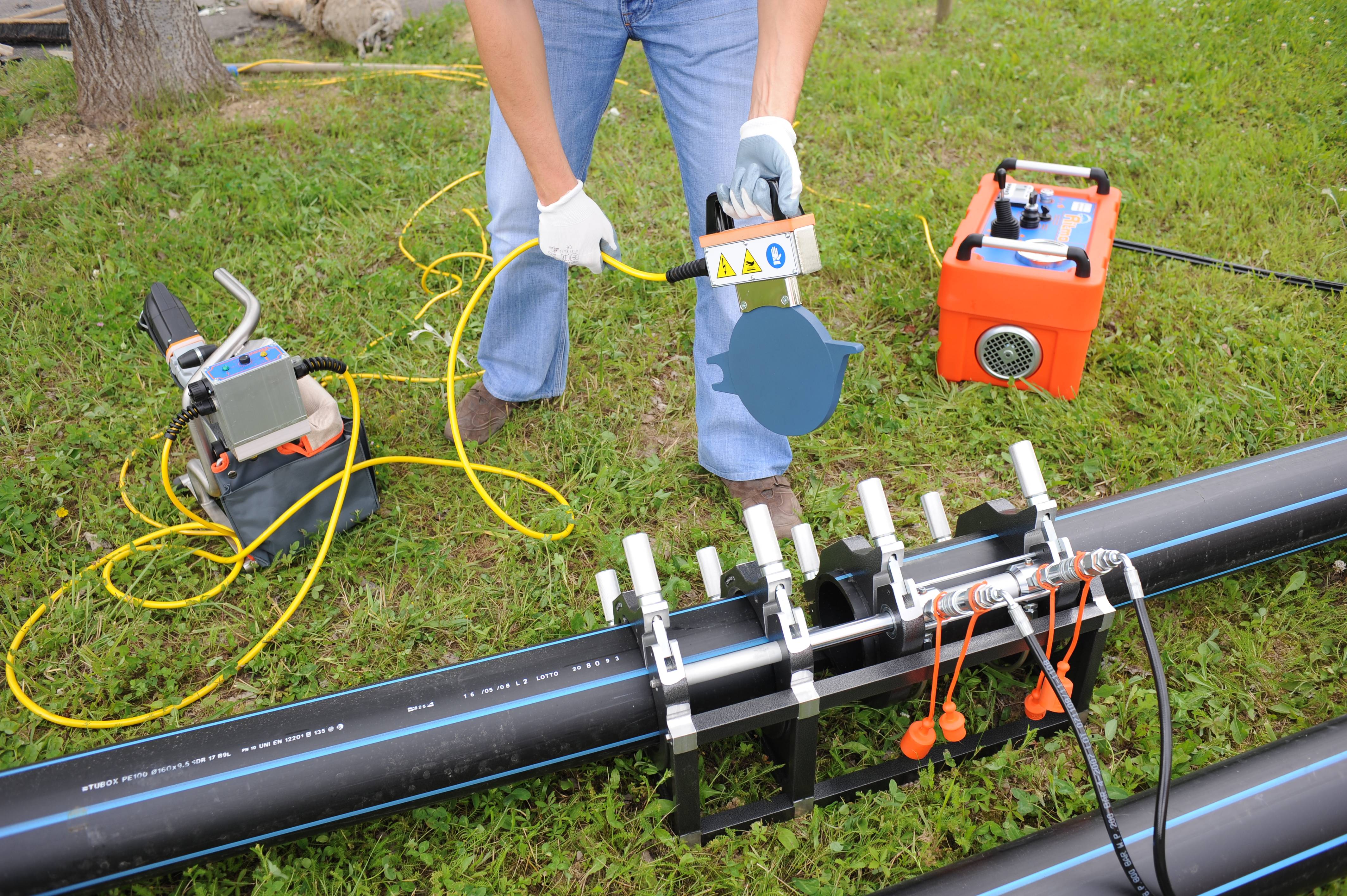
ציוד אלקטרופוזיציה
 הטכנולוגיה של ריתוך electrofusion היא כדלקמן. בשלב הייצור, מונח גוף חימום לתוך כל צימוד מהמשטח הפנימי עם שני מובילים אל פני השטח החיצוניים שלו.
הטכנולוגיה של ריתוך electrofusion היא כדלקמן. בשלב הייצור, מונח גוף חימום לתוך כל צימוד מהמשטח הפנימי עם שני מובילים אל פני השטח החיצוניים שלו.
הצינורות לחיבור מוכנסים לתוך הצימוד. עם כבל מיוחד, היציאות של הצימוד ומכונת הריתוך מחוברים. לאחר מכן, האלמנט בתוך הצימוד מחומם.










בשל כך, החלק של צינור הפוליפרופילן והצימוד נמס באזור גוף החימום. כאשר המכשיר כבוי, מתרחשת פילמור הפוך של החלקים המחוברים של המוצר. התוצאה היא חיבור מונוליטי.
יכול לעבוד עם מוצרים כמעט בכל קוטר. הם יכולים לרתך צינורות פוליפרופילן, כמו גם מוצרי פוליאתילן בלחץ נמוך (HDPE).
המרכיב העיקרי הוא מיקרו-מעבד יחידה עם ספק כוח מוסדר. זה חוסך את פרוטוקול הריתוך לניטור הפעולה ומייצר את הזרם הדרוש כדי להשיג את טמפרטורת החימום הנדרשת.
בזמן נתון, בהתאם לקוטר המוצר ולתנאים אחרים, הוא מכבה את המכשיר. המכשיר יכול לפעול בחוץ בטווח הטמפרטורות -20...+60 מעלות צלזיוס.
לדוגמה, מכשיר Rothenberger ROWELD ROFUSE PRINT, עם משקלו ומידותיו הנמוכות (קופסה קטנה במשקל של כ-20 ק"ג), מאפשר לחבר צינורות HDPE ופוליפרופילן בקוטר של עד 1200 מ"מ.
ניתן להזין נתונים עליהם באופן ידני או לקרוא מברקוד שהותקן על הצינור על ידי היצרן. המכשיר קל לשימוש ומגיע עם הוראות מפורטות.
איך בוחרים את המכשיר המתאים?
מכשיר לריתוך פלסטיק כמו מלחם ומחולק באופן קונבנציונלי ל-2 סוגים - ידני ומכני.
מכשיר ידני
מייצג פלטת חימום עם טיפים לקצוות הצינורות והידית. על פי עקרון הפעולה הוא דומה למגהץ ולמלחם חשמלי.

דורש מאמץ אנושי כדי לדחוס את המוצרים שיש להצטרף אליהם. מתאים לצינורות PE בקוטר של לא יותר מ-12.5 ס"מ. בהתאם, הוא אינו מתאים להיקפי עבודה גדולים, וכדאי לבחור בו לשימוש ביתי.
מֵכָנִי
מנגנון ההלחמה המכני הוא מסגרת תמיכה עם דיסקים לקיבוע צינורות ובלוק מכשירים. גוף החימום עם גופי חימום בפנים מחמם את קצוות הצינורות המחוברים, והמכניקה מספקת דחיסה חזקה של המקומות הללו.
הוא מיושם על ריתוך של מוצרים החשופים לעומס תפעולי גבוה. קוטר המוצרים הוא בלתי מוגבל.
אנשי מקצוע צריכים לבחור באפשרות זו.
עצות מועילות לבחירה נכונה:
שימו לב לחבילה
המכשיר עם מפתח לפירות מתאים לעבודה בקוטר אחד, מקסימום שניים. אם היקף העבודה גדול יותר, בחר ציוד עם חרירים בקטרים שונים;
כוח יחידה
לאנשי המקצוע יש סוד אחד.ההספק המינימלי של הציוד מחושב על ידי נוסחה פשוטה - קוטר הצינור הגדול ביותר שאתה צריך לעבוד איתו מוכפל ב-10.







לדוגמה, אם אתה הולך לבשל צינורות בקוטר של 50 מ"מ בבית, אז ההספק המינימלי של היחידה = 50 × 10 = 500W;
באיזה יצרן לבחור?
הדירוג הגבוה ביותר הוא למוצרים של חברות צ'כיות (לדוגמה, TM "דייטרון"). אבל המחיר של מוצרים - נשיכות. לכן - כחלופה - יצרנים טורקיים. יש דגמים טובים של ייצור מקומי.
מסקנות וסרטון שימושי בנושא
השוואה וטיפים שימושיים לבחירת מכונות ריתוך:
סרטון זה מדגים את התהליך שלב אחר שלב של הרכבת רתך לצינורות PP במו ידיך:
בחירת מכונת ריתוך מתאימה לצינורות פוליאתילן אינה כל כך קשה. עדיף לתת עדיפות למוצרים של יצרנים ידועים בקטגוריית מחיר מקובלת. עם הקפדה על טכנולוגיית ריתוך, ניתן להשיג חיבור אמין.
ספרו לנו כיצד בחרתם מכונת ריתוך להרכבת צינור פולימרי בבית או בארץ. שתף את הסיבות מאחורי הבחירה שלך. אנא השאר בבלוק למטה, פרסם תמונה על נושא המאמר, שאל שאלות.



